


In modern precast concrete production, efficiency is no longer achieved by isolated tools, but by how well each component integrates into the overall production system.
Shuttering magnets are a clear example of this shift.
Traditionally, shuttering magnets were viewed as simple accessories used to hold formwork in place on steel casting tables. Today, in advanced precast plants, they play a much more strategic role — directly influencing production speed, layout flexibility, labor dependency, and long-term operating costs.
Conventional fixing methods such as welding, bolting, or mechanical clamps create rigid production layouts. While workable, they introduce several structural limitations:
Long setup and adjustment times
Permanent damage to steel tables
Limited flexibility when switching element sizes
High reliance on skilled labor
As precast construction increasingly moves toward customized elements, shorter production cycles, and semi-automated lines, these limitations become bottlenecks.
Shuttering magnets address these issues not by replacing formwork, but by changing how formwork interacts with the casting table — allowing rapid positioning, secure fixing, and damage-free adjustments.
In high-performing precast operations, shuttering magnets function as a productivity node within the system:
They reduce non-productive time between casting cycles
They support modular and reusable shuttering setups
They enable faster response to design changes
They lower lifetime costs of steel tables
This is why shuttering magnets should no longer be evaluated purely by unit price or pull force, but by their impact on the entire precast workflow.
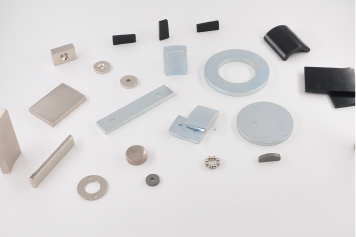
A shuttering magnet is a high-performance magnetic fixing device designed to securely hold formwork or shuttering profiles onto steel casting beds during precast concrete production.
While the concept is simple, the engineering behind it is often underestimated.
At its core, a shuttering magnet consists of:
A high-strength permanent magnet (usually neodymium-based)
A steel housing that directs magnetic flux
An activation mechanism (push button or lever)
Optional threaded holes or adapters for formwork connection
When activated, the magnet creates a strong magnetic circuit between itself and the steel table, generating a vertical holding force that resists horizontal pressure from fresh concrete.
Deactivation breaks the magnetic circuit, allowing the magnet to be repositioned without leaving marks or damage on the table surface.
Shuttering magnets are available in various pull forces, commonly ranging from:
450–900 kg for light or small formwork
1,200–2,100 kg for standard wall panels
2,500 kg and above for heavy-duty or tall shutters
However, higher pull force does not automatically mean better performance — a point that many reference blogs fail to clarify and that we will address later in this guide.
Rather than listing generic “advantages,” it is more useful to examine the real production problems shuttering magnets are designed to solve.
In many precast plants, formwork setup consumes a disproportionate amount of production time. Mechanical fixing requires:
Precise alignment
Manual tightening
Repeated adjustments
Shuttering magnets allow operators to position, fix, and adjust formwork within seconds, significantly reducing downtime between casting cycles.
Design changes, element variations, or small batch production are increasingly common. Fixed formwork systems struggle to adapt quickly.
Magnetic fixing enables:
Rapid layout changes
Easy repositioning without tools
Reuse of the same shuttering profiles for multiple element sizes
This flexibility is especially valuable for plants producing custom or architecturally complex precast elements.
Welding and drilling permanently damage casting beds, leading to:
Uneven surfaces
Increased maintenance costs
Reduced table lifespan
Because shuttering magnets require no mechanical penetration, they preserve the integrity of steel tables and significantly reduce long-term maintenance expenses.
Traditional fixing methods rely heavily on experienced workers to ensure accuracy and safety.
Magnetic systems simplify operations, making them:
Easier to standardize
Faster to train new operators
More consistent in daily use
This is particularly important in regions facing skilled labor shortages.
Most articles classify shuttering magnets by size or external design.
In real precast operations, however, application context matters far more than appearance.
The same magnet can perform very differently depending on the type of precast element, the production method, and how it integrates with the formwork system.
Below is a classification framework that reflects how shuttering magnets are actually selected and used in precast plants.
Different precast elements impose different forces on formwork. Selecting shuttering magnets without considering this often leads to overengineering or, worse, safety risks.
Wall panels are the most common application and typically involve:
Moderate to high lateral concrete pressure
Long, continuous shuttering profiles
Frequent layout changes
For this application, shuttering magnets usually require:
Medium to high holding force
Stable anti-slip performance
Compatibility with steel or aluminum shuttering profiles
Standard push-button shuttering magnets combined with side formwork systems are widely used here due to their balance between strength and flexibility.
Slabs generally generate lower lateral pressure but demand high positional accuracy.
Key requirements include:
Consistent holding force across multiple magnets
Low-profile design to avoid interference with reinforcement
Easy and fast removal after curing
In slab production, the emphasis is often on efficiency and repeatability, rather than maximum magnetic force.
Columns and beams introduce more complex force directions:
Higher vertical and lateral loads
Greater risk of shuttering movement during vibration
These applications typically require:
Higher pull force magnets
Closer spacing between magnets
More rigid formwork integration
In such cases, shuttering magnets are often part of custom magnetic assemblies, rather than standalone units.
How a precast plant operates has a direct impact on the type of shuttering magnet system that makes sense.
In plants with manual setup:
Flexibility is the top priority
Operators frequently reposition formwork
Simplicity and durability matter more than automation features
Standalone shuttering magnets with manual activation remain the most practical choice here.
As production scales up, consistency becomes more important.
Shuttering magnets used in these environments must support:
Standardized formwork modules
Faster setup cycles
Reduced variability between shifts
Integrated magnetic shuttering systems are often preferred, as they improve repeatability and reduce operator error.
In automated or carousel systems, shuttering magnets are no longer individual tools — they become system components.
Key characteristics include:
Precise positioning within shuttering frames
Compatibility with automated handling equipment
Long service life under repetitive cycles
At this level, magnets are typically custom-engineered to match the production line rather than selected from standard catalogs.
Another critical — and often overlooked — way to classify shuttering magnets is by how they connect to the formwork.
These are independent units placed directly on the casting table.
Advantages:
Maximum flexibility
Easy replacement
Suitable for mixed production
Limitations:
More manual handling
Greater reliance on operator experience
In these systems, magnets are built into shuttering profiles or frames.
Advantages:
Faster setup
Higher accuracy
Better suited for repetitive production
Limitations:
Higher initial investment
Less flexible for non-standard elements
Custom solutions combine magnets with specially designed steel components.
They are typically used when:
Standard solutions cannot meet load or geometry requirements
Production volumes justify customization
Safety margins must be tightly controlled
Selecting a shuttering magnet is not about choosing the highest pull force available.
It is about matching magnetic performance to real production conditions.
Many precast issues — shutter movement, uneven edges, safety concerns, or unnecessary costs — originate from improper magnet selection rather than product quality.
Below is a practical, engineering-driven selection framework.
Pull force is the most advertised specification, but also the most misunderstood.
A higher-rated shuttering magnet:
Increases cost
Adds unnecessary weight
Can complicate handling and removal
Does not automatically improve safety
What matters is whether the magnet provides sufficient resistance against lateral concrete pressure, not maximum vertical force.
In practice, properly distributed medium-force magnets often outperform fewer high-force units by offering better load balance and stability.
Fresh concrete exerts lateral pressure that depends on:
Pouring speed
Concrete density and slump
Element height and thickness
Tall wall panels and narrow elements generate higher pressure and require:
Higher magnetic force
Shorter spacing between magnets
Ignoring this relationship can result in formwork displacement even when “high-force” magnets are used.
A conservative safety factor should always be applied, but excessive oversizing rarely improves real-world performance.
Magnet spacing is just as important as individual strength.
Key considerations include:
Stiffness of the shuttering profile
Formwork height
Vibration intensity during compaction
Closer spacing reduces localized stress and minimizes the risk of shutter deflection.
This approach often allows the use of lower-rated magnets without compromising safety.
Magnetic performance depends heavily on the casting surface.
Important factors include:
Steel table thickness
Flatness and surface condition
Presence of coatings or residues
A high-quality shuttering magnet will perform poorly on thin or damaged steel surfaces.
Before selection, it is essential to confirm that the casting table provides sufficient magnetic permeability and contact area.
Engineering calculations alone do not guarantee success.
Real-world considerations include:
Operator handling capability
Frequency of repositioning
Ergonomic and safety requirements
For example, extremely high-force magnets may slow down production due to difficult removal, offsetting any theoretical safety benefit.
A well-chosen shuttering magnet should improve both technical performance and daily operability.
Standard shuttering magnets work well for most applications.
However, custom solutions become justified when:
Elements are unusually tall or heavy
Production is highly repetitive
Automation is involved
Safety margins must be strictly controlled
In such cases, working with a supplier capable of engineering support, not just product supply, becomes critical.
Even the best shuttering magnet will underperform if it is not used correctly.
In precast plants, most issues related to shuttering magnets come from improper installation habits, inconsistent procedures, or lack of basic maintenance, rather than from the magnet itself.
The following best practices are based on common production scenarios across precast facilities.
A frequent mistake is activating shuttering magnets before the formwork is fully aligned.
A recommended sequence is:
Position the shuttering profile on the steel table
Align and level the formwork accurately
Place shuttering magnets in their intended positions
Activate magnets only after final alignment
This approach minimizes internal stress on the formwork and ensures even load distribution once concrete is poured.
Magnetic holding force depends on direct contact with the steel table.
Before activation, operators should ensure:
No concrete residue under the magnet
No metal debris or spacers creating gaps
Clean and flat contact surfaces
Even small particles can significantly reduce magnetic performance, especially under vibration.
Based on plant-level observations, the following mistakes occur frequently:
Relying on fewer magnets with higher pull force
Placing magnets too far apart on long shuttering profiles
Using damaged or worn steel tables without adjustment
Activating magnets on painted or coated surfaces
These practices increase the risk of shutter movement and inconsistent element quality.
High-force shuttering magnets require proper handling to maintain productivity and safety.
Recommendations include:
Use dedicated release tools when necessary
Avoid prying magnets sideways during removal
Deactivate magnets before repositioning — never slide them
Proper handling not only improves safety but also extends magnet lifespan.
One of the biggest advantages of shuttering magnet systems is repeatability — but only if procedures are standardized.
Effective plants typically implement:
Simple visual guidelines for magnet spacing
Standard operating procedures (SOPs) for setup and removal
Basic training for new operators
This reduces dependence on individual experience and ensures consistent production quality across shifts.
Although shuttering magnets are robust, environmental factors still matter.
Points to consider:
Cold environments may affect handling comfort, not magnetism
Dusty environments increase cleaning frequency
Moisture requires attention to corrosion protection
Routine inspection and cleaning are usually sufficient to maintain reliable performance.
For many precast producers, shuttering magnets are still evaluated mainly by unit price.
In practice, the more relevant metric is total cost of ownership (TCO) over the magnet’s service life.
A well-maintained shuttering magnet can remain reliable for years, while poor maintenance can quickly erode both performance and safety.
Shuttering magnets do not require complex maintenance, but consistency matters.
Best practices include:
Regular removal of concrete residue from contact surfaces
Periodic inspection of activation mechanisms
Keeping magnets dry when not in use
Neglecting basic cleaning is one of the most common reasons for reduced holding force in daily operation.
Under normal precast plant conditions, high-quality shuttering magnets typically offer:
Long-term magnetic stability
Mechanical durability under repetitive cycles
Minimal performance degradation if properly handled
In contrast, damage to steel tables caused by welding or drilling often results in ongoing repair costs that far exceed the cost of magnetic systems over time.
When comparing costs, it is important to look beyond initial investment.
Key cost factors include:
Setup and adjustment time
Labor intensity
Table maintenance and repair
Production flexibility
Shuttering magnets consistently reduce indirect costs by shortening setup times, lowering labor dependency, and preserving casting surfaces.
The return on investment for shuttering magnets is rarely achieved through cost reduction alone.
More often, it comes from:
Faster production cycles
Higher utilization of casting tables
Improved consistency and reduced rework
For plants producing a wide range of element sizes or operating on tight schedules, these gains can be substantial.
Shuttering magnets are not a universal solution — but they are a highly effective one when applied correctly.
They are particularly suitable for precast plants that:
Produce multiple element types
Require frequent layout changes
Aim to reduce setup time and table maintenance
Seek consistent quality with less labor dependency
On the other hand, highly specialized or static production setups may require more customized fixing solutions.


Learn how to choose a reliable shuttering magnets factory for precast concrete projects. Compare manufacturers, quality factors, certifications, and common buyer mistakes.
A practical engineering guide to shuttering magnets for precast concrete production. Learn how to select, use, and maintain shuttering magnets to improve efficiency, flexibility, and long-term cost performance.
Uncover the leading shuttering magnet manufacturers in the USA for 2025. Find the best options for your construction needs and enhance project efficiency.




.png)
.png)